直管焊接



产品名称:直管焊接
编 号:151644-357
型 号:
更新时间:2010.09.03
直管焊接机(大口径)技术参数:
双臂中型十字架:
1、伸缩臂体上下行程:600MM。
2、伸缩臂体左右行程:400MM。
3、升降传动方式:螺杆+手轮。
4、伸缩左右传动方式:齿轮齿条副+手轮。
5、端部调节部件行程:50*50MM。
6、伸缩臂体升降方式:电动。
旋转支撑架:
1、结构型式:主动滚轮座+从动滚轮座。
2、滚轮直径*宽度:200*80MM。
3、滚轮线速度:100-1000MM/MIN。
4、滚轮调速方式:交流变频。
5、滚轮中心距离:280MM、380MM。
6、驱动电机功率:P=0.18KW*2。
7、驱从动滚轮座移动方式:手动+锁紧。
8、配套KRⅡ-350型CO2气体保护焊机二套。
直管焊接机性能特点:
直管焊接机(小口径):
小口径的直管焊接机与中、大口径的直管焊接机的结构有些不同,主要体现在:因小直径的管子自重轻,放置在滚轮上驱动,转动的磨擦力不能够使管子转动,所以需要在管子的上放增加骑夹式的压轮结构,增大转动的磨擦力。
小口径的管子重量轻,驱动力矩小,所以只需要一只驱动减速器即可完成滚轮的无级调速,滚轮的中心距离设置为110MM,滚轮的直径为100MM,这样子从22MM-76MM的管子都可以放置在滚轮上,**平稳可靠。
压紧式旋转支撑架分别由驱动滚轮座、从动滚轮座及压紧轮等组成。
驱动滚轮座是管子转动的动力源,通过变频器实现管子的无级调速;从动滚轮座起支撑管子的作用,两者合用从而使管子平稳的转动起来。
双臂微型十字架由立柱、两套升降臂体、导向座及手动升降部件等组成。两套升降臂体可以完成内外两道焊缝的一齐焊接,提高焊接的效率。工作状态时,将升降臂体初步调整到位,然后在通过端部的调节部件使焊枪对准待焊的焊缝,从而开启压紧式旋转支撑架的电机,达到焊接的目的。
一套设备上配套两台CO2气体保护焊机,工件有大小不一,需要焊接一圈停止,在控制程序上使用PLC来设定焊接的程序,一次多输入几条管子的周长程序,需要用时只需要调出该程序即可操作和焊接。该设备的滚轮转动的速度是可以调节的。焊接的程序是通过PLC设定的。
电气控制部分:主控制柜+远程遥控盒实现操作,既可以近距离操作,又可以远距离控制。在主控制柜上分别有各个动作的数字显示及速度的调节旋扭,在遥控盒的面板上有主要控制的操作按钮。PLC的触模屏固定在主控制柜上,可以输入或修改程序来达到焊接参数的目的。
备注:中口径的直管焊接机其它的基本类似,只是滚轮转动的方式变成了双驱动。
这里就不做详细的讲述了。
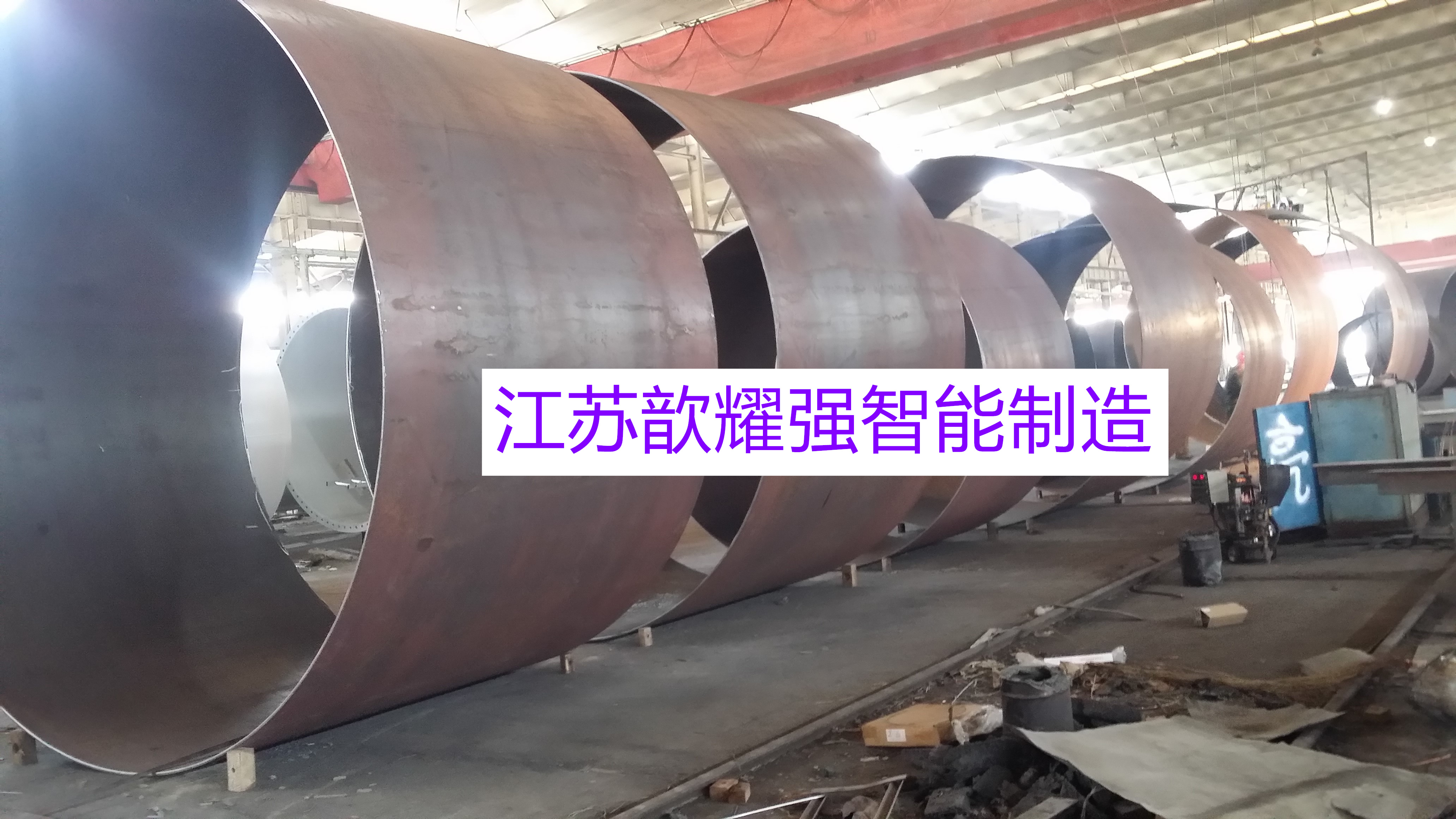
直管焊接机(大口径):
小、中口径的管子因小而轻,抓拿和放置都比较方便,而大口径的管子,比较重,安装不是很方便,当管子由存放料架送入焊接工位时,可能放置的不是很到位,这就需要支撑的滚轮座是移动的,该设备的四只行走轮采用手动移动加锁紧的机构。管子在转动过程中,在管子的一端部设置有挡轮机构,防止管子产生轴向窜动。
双臂中型十字架除升降臂体的升降是电动的,其余部分的结构是一样的。
在焊接过程中,需要考虑电流接地线的问题,通过导电装置完成。
直管焊接机供货范围:
1、双臂中型十字架:一套
2、挡轮部件:一套
3、驱动移动滚轮座:一套
4、从动移动滚轮座:一套
5、焊接接地装置:一套
6、KRⅡ-350气体保护焊机:两套
7、操作使用说明书:一份
1、产品合格证:一份
2、维修及保养手册:一份
3、电气原理图:一份