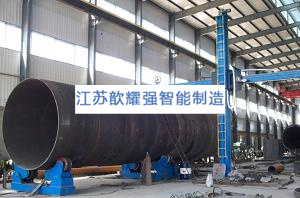
焊接操作机 焊接压力容器设备



焊接操作机 |
| 焊接操作机是与焊接滚轮架、焊接变位机等相组合,对构件的内外环缝、角焊缝、内外纵缝进行焊接,可根据用户的需求选择结构并配套各种焊机以及增加跟踪、摆动、监控、焊剂回收输送等辅助功能,也可为用户设计制造各种特制专用操作机+型号根据横臂前端承载重量分为轻型、中型、重型。 +结构形式分为:固定式、固定带回转、移动带回转三种组合。 +横臂和立柱的截面进行科学计算、横臂水平伸缩下垂2mm/m. +横臂的升降装置配有意外防坠落装置,采用棘条棘爪机构,更**可靠。 +横臂前端配有十字微调节机构,可以在遥控盒上进行操作。 +导向轮轴为偏心轴,可以方便消除滚轮与导轨之间的间隙。 +立柱回转分为手动和电动两种形式,回转到位后的锁紧机构也分为手动和气动两种形式。 +电器部分包括电控箱和遥控盒两部分组成,并留有与变位机和滚轮架的控制接口。 |
焊接操作机由固定底座、立柱部件、横臂部件、导向座部件、横臂升降及伸缩驱动部件、横臂端部十字微调部件等组成。横臂的有效行程保证了待焊的焊缝能一次性的完成纵缝焊接,横臂的升降行程确保大小不一的工件的变化,满足工件的环缝焊接,也就是两者的组合再加上控制保护功能,能够完成工件的动作。
十字焊接架中主要的动作是横臂的伸缩,而横臂的伸缩传动方式采用动力源+齿轮齿条确保了伸缩动作的平稳性。
横臂部件+导向座部件及埋弧焊机头部件的总重完全由升降机构的链轮链条来承受,因此为确保**,该设备采用双重保护,一是制动电机加蜗轮蜗杆的自锁,另一是棘爪棘条机构,当链条超负荷工作至极限状态,通过弹簧的反弹力棘爪与棘条发生作用,从而使几个部件的组合不致因链条的断开而下滑产生危险。
固定底座、立柱、横臂及各种自制减速箱体等均为焊接件,所有焊缝按等强度焊缝缝要求进行焊接,焊后均进行退火热处理,去除焊接内应力和有效的防止焊接和热切削的变形。
立柱和横臂部件通过导向座的三面定位导向轮支撑,并由偏心轴来调整横臂的水平度和直线度,大型的十字架,均采用三面定位支撑,受力均匀、平稳,能有效减少横臂在运行过程中的抖动现象。
横臂的端部配套有电动十字微调,主要目的是对准焊枪与焊缝之间的相对位置关系,调整方便、准确率高,无误差。
操作机的技术参数
规格型号 | WM1515 | WM2020 | WM3030 | WM4040 | WM5050 | WM6060 | WM7060 | WM8060 | |||
升降行程 | 1000 | 2000 | 3000 | 4000 | 5000 | 6060 | 7000 | 8000 | |||
伸缩行程 | 1000 | 2000 | 3000 | 4000 | 5000 | 6060 | 6000 | 6000 | |||
升降速度 | 1000 | ||||||||||
伸缩速度 | 120-1200 | ||||||||||
适应筒体直径 | 结合配套的滚轮架、变位机的范围而定 | ||||||||||
横臂前端允许**载荷 | 100 | 200 | 200 | 200 | |||||||
立柱 回转 | 角度 | 手动 | ±180° | ||||||||
速度 | 0.36rpm | 0.17rpm | 0.17rpm | ||||||||
台车行走 | 手动 | 1.5m/min | |||||||||
台车轨中距 | 1052 | 1600 | 1798 | 1998 | |||||||